
Being aware of, and appreciating, the positive as well as the negative aspects of metal manufacturing is essential.
Nothing more clearly demonstrates the significance of the relationship that exists between CNC machining and direct metal laser sintering (DMLS), which is the leading technology for 3D printing complex metal parts and is used to manufacture aircraft components, than the relationship that exists between CNC machining and direct metal laser sintering (DMLS). DMLS is the leading technology for sheet metal fabrication parts printing complex metal parts and is used to manufacture aircraft components. It takes several hours to complete the latter process, which is time-consuming due to the fact that it requires nothing more than a laser beam and a pile of metal powder to create virtually any part shape. It is, on the other hand, a viable alternative. The fact that machining is more limited in terms of geometry than other methods of manufacturing does not negate the fact that it is capable of producing parts at a rate that is noticeably faster than other methods of manufacturing. When deciding which material to use, there are two important considerations to keep in mind:There are two things to consider: A) whether the part or parts can be machined; and B) how many parts will be required to complete the project.
There are a variety of situations where combining the two manufacturing processes will benefit the end product. Please provide some examples of your previous work if at all possible. When metal-based additive manufacturing is not sufficient to complete the task at hand, the subtractive counterpart is frequently required. This is a common occurrence in additive manufacturing, and it is a common occurrence in the manufacturing industry in general. Additionally, in order to complete the task, critical surfaces must be milled to size and critical surfaces must be turned to size, as well as drill and reamer threads. A variety of other tasks must also be completed in addition to the ones listed above. Manual TLC in the form of cleaning, blasting, and support removal is required at the very least for 3D-printed parts in order for them to perform as intended. In this situation, an in-person visit to the machine shop is highly likely, and it is almost always unavoidable due to the nature of the problem.
Whenever possible, when fabricating metal parts, it is preferable to construct the parts rather than cut them from metal sheets.
According to the information provided at the outset of this design tip, it is critical to have a thorough understanding of the processes that are used to create them. Please be patient with us as we explain it in greater detail in the following sections, as we are aware that many engineers are already familiar with the concept. Thanks for your understanding.
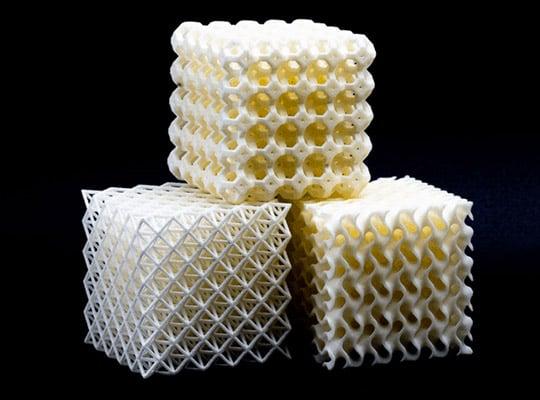
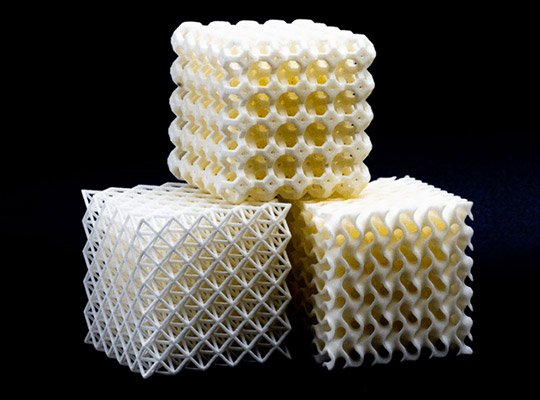
Using metal filament to print, it is the only additive manufacturing technology employed by Junying, making it one of the most unique technologies in the industry. One of the additive manufacturing technologies used at Junying is 3D printed parts printing, which is one of five additive manufacturing technologies that, when combined, account for the vast majority of all printing processes currently in use throughout the world. injection molding china printing is one of the additive manufacturing technologies used at Junying, and it is one of the five additive manufacturing technologies that are used at Junying. There is only one significant difference between this process and other powder bed printing processes: it uses a laser (or a series of lasers) to fuse flour-sized grains of metal powder within the build chamber of the machine rather than a hot bed of hot metal powder as in the case of other powder bed printing processes. In addition to fusing the first layer of paper-thin workpiece that is fused, the machine continues to fuse each subsequent layer one by one with the assistance of an automatic recoater blade that drags fresh powder across a new layer of workpiece after each pass until the entire piece has been fused.
Having fused the first layer of paper-thin workpiece that was placed on the machine, the machine continues to fuse each layer one at a time until the part is complete.
When designing a metal part, it is critical to take the accuracy of the metal part into consideration.
It does not negate the fact that DMLS can be used to create extremely complex shapes that would otherwise be impossible to manufacture, but it does not take away from the fact that there are some disadvantages to using this technology as well. From the heating and cooling of metal that occurs during laser work, internal stresses are created that must be removed through heat treatment after the part has been assembled and cooled once more after the part has been assembled and cooled once more after the part has been assembled and cooled once more after the part has been assembled and cooled once more after the part has been assembled and cooled once more after the part has been assembled and cooled once more after the part has been assembled and cooled once more after the part has been assembled and cooled once more afterIt is of little consequence to those who are designing the part that stress relief necessitates some degree of part movement and, as a result, some degree of accuracy loss, because they are more concerned with the function of the component than with the appearance of the component. It is possible that this information will be detrimental to those who are responsible for designing the component.
It doesn't matter how well-designed the part is; machining will always be required for any feature that requires tolerances tighter than 0.003 in. (0.076mm) and for each additional inch of build height greater than 0.001 in./in. (0.000011 mm/1mm). Despite the fact that the component was well-designed to begin with, this is still the case.
